لحیم کاری
(چنانچه به دنبال مطلبی در رابطه با لحیم کاری نفوذی یا اتصال دهی فاز مایع گذرا می گردید، از پیوندهای پایین صفحه استفاده کنید)
لحیم کاری سخت یا بریزینگ گروهی از فرآیندهای جوشکاری هستند که در آنها قطعات تا یک دمای مناسب گرم می شوند و با استفاده از فلزپرکننده که دمای ذوب بالای 450 درجه سانتی گراد و کمتر از سالیدوس فلز پایه دارد، اتصال می یابند. فلزپرکننده با خاصیت جذب موئینگی، بین سطوح اتصال (که بسیار نزدیک به هم قرار گرفته اند)،توزیع می شود. نقطه تمایز بریزینگ یا لحیم سخت با لحیم نرم، دمای ذوب فلز پرکننده آنهاست (در لحیم نرم، دمای ذوب فلز پرکننده کمتر از 450 درجه سانتی گراد است.) . اگرچه لحیم کاری سخت به دماهای بالاتری نیاز دارد ولی مفاهیم اساسی دو فرآیند یکسان هستند به خصوص از نقطه نظر متالورژیکی و شیمی سطح. اما، طراحی اتصال، موادی که قادر به اتصال دهی هستند، انتخاب ماده پرکننده و فلاکس، روش های گرمادهی و آماده سازی اتصال می توانند در دو فرایند بسیار متفاوت باشند. ملاحظات اقتصادی که در فناوری فرآیند و فلزپرکننده دخیل هستند هم دردوفرآیند متفاوت هستند به خصوص در رابطه با تکنیک های خودکار سازی و بازرسی.
در ابتدا، شناخت بشر از این فرآیند به صورت تجربی بوده است به عنوان نمونه، صنعتگران با تجربه دریافتند که برای رسیدن به یک اتصال مطلوب، سطوح اتصال باید عاری از اکسید باشند. همچنین آنها متوجه شدند که هر فلزپرکننده ای لزوما چسبندگی مناسبی به همه فلزات پایه ندارد. صنعتگران در ابتدا از فلزلحیم سربی و قلعی و همچنین از سنگ معدن های مس-آرسنیک و نقره که در دسترس بودند، و نقطه ذوب پایینی داشتند، استفاده می کردند. بعدتر آلیاژ برنج به دلیل ایجاد اتصالی مستحکم تر که در دماهای بالاتری هم می توانست پایدار باشد، دراین کاربرد محبوبیت بالایی یافت.
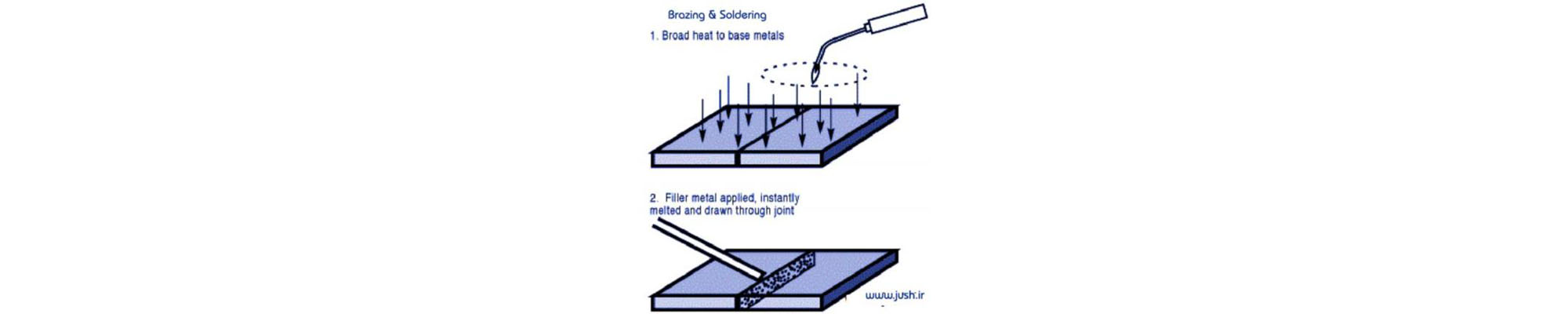
در بریزینگ، حل شدن و یا تغییرفرم پلاستیک فلز پایه بسیار محدود است.این فرآیند به چهار مرحله زیر تقسیم می شود:
- مجموعه (و یا قسمتی از قطعات که قرار است پیوند در آن قسمتها شکل بگیرد) تا دمای دست کم 450 درجه سانتی گراد گرم می شود.
- قطعات سوار شده و فلز پرکننده به دمایی که به اندازه کافی برای ذوب فلز پرکننده بالا باشد، اما هنوز نتواند فلزپایه را ذوب کند، می رسند
- فلزپرکننده توسط نیروی موئینگی در محل اتصال پخش می شود و سطوح اتصال را تر می کند
- قطعات برای منجمد شدن فلزپرکننده سرد می شوند. فلز پرکننده با کمک نیروی کشش سطحی در محل اتصال باقی می ماند و قطعات را با اتصالدهی اتمی و واکنش شیمیایی به هم وصل می کند.
برای رسیدن به یک اتصال بریز قابل قبول، به چهار فاکتور اساسی باید توجه ویژه ای شود:
- طراحی اتصال
- فلز پرکننده
- گرمای یکنواخت
- پوشش محافظ یا واکنش دهنده.
فرآیندهای لحیم کاری سخت معروف، عمدتا براساس روش گرم کردنشان طبقه بندی شده اند:
- بریزینگ شعله ای (TB)
- بریزینگ کوره ای (FB)
- بریزینگ القایی (IB)
- بریزینگ مقاومتی (RB)
- بریزینگ غوطه وری (DB)
- بریزینگ مادون قرمز (IRB)
- بریزینگ نفوذی (DFB)
به طور کلی می توان مزایای زبر را برای فرآنید لحیم کاری سخت (بریزینگ) برشمرد:
- توانایی تولید اقتصادی مجموعه های پیجیده و چند جرئی
- سادگی روش به کاررفته برای رسیدن به یک سطح اتصال وسیع
- دمای کاری بالاتر اتصال
- توزیع عالی تنش و گرما
- توانایی ایجاد پوشش محافظ با این روش
- امکان اتصال مواد ریختگی به مواد کارشده
- امکان اتصال فلزات به غیرفلزات
- امکان اتصال قطعاتی که اختلاف ضخامت زیادی دارند. این روش توانایی اتصال قطعاتی با ضخامتی به نازکی 0.01 میلیمتر و همچنین قطعات ضخیم تا 150 میلیمتر را هم دارد.
- امکان اتصال فلزات غیرهمجنس
- توانایی اتصال اجزای فلزی متخلخل
- می توان مجموعه های بزرگ را بدون پدیدآمدن تنش پسماند تولید کرد
- خواص متالورژیکی فلزات پایه حفظ می شود
- امکان اتصال کامپوزیت های رشته ای و پراکندسختی شده
- امکان دستیابی به دقت های ابعادی بالا و همچنین واپیچش کم قطعات
- تکرارپذیری فرآیند و وجود تکنیک های کنترل کیفیت قابل اتکا
- به سرعت و حتی به صورت همزمان می توان اتصالات مقاوم، یکنواخت، و بدون نشتی را با هزینه کم تولید کرد.
- اتصاالاتی که در دسترس نیستند و حتی ممکن است توسط هیچ فرآیند دیگری قابل اتصال نباشند، را می توان با این فرآیند ایجاد نمود.
- اگر طراحی اتصال به درستی صورت بگیرد، امکان اینکه اتصال با استحکام بالا ایجاد شود وجود دارد (حتی استحکام هایی بالاتر از استحکام فلز پایه هم قابل دستیابی است)
- فلزپرکننده به طور طبیعی به گونه ای فرم می گیرد که قطعه را در برابر تنشهای سیکلی مقاوم می سازد.
همچنین همانند هر فرآیند دیگری، این روش هم محدودیت های خاص خود را دارد. از جمله اینکه یک اتصال بریز، همگن نیست و از فازهای مختلف با خواص فیزیکی و شیمیایی متفاوتی تشکیل می شود. بنابراین استحکام چنین سازه ای را نمی توان با روشهای معمول و ساده سازی شده ای که از تئوری الاستیسیته و پلاستیسیته بدست آمده اند، برآورد کرد. تنش در این سازه ها به شدت به طور غیریکنواخت توزیع می گردد. به علاوه، همانند فرآیندهای جوشکاری ذوبی، منطقه متاثر از حرارت(HAZ) ایجاد می شود. این منطقه به دلیل نحوه گرم کردن قطعات در این فرآیند، بسیار وسیع تر است و مرز آن هم کمتر مشخص است.
براساس تعریف AWS، در لحیم کاری نرم، نقش گرما، علاوه بر ذوب کردن لحیم، تسریع واکنش فلاکس بر روی سطح فلز هم هست که این امر باعث می شود لحیم مذاب، اتصال را تر کرده و به درون آن جریان یابد. برای رسیدن به یک اتصال موفقیت آمیز در لحیم کاری نرم، قطعات باید کاملا نزدیک هم قرار بگیرند، سطوح اتصال باید تمیز شوند، فلاکس اعمال شود، قطعات سوار شوند، و گرما و لحیم اعمال گردند. باقی مانده فلاکس را می توان پس از سرد شدن اتصال برطرف کرد. روش های لحیم کاری که دارای اهمیت بیشتری هستند عبارتند از:
- لحیم کاری شعله ای (TS)
- لحیم کاری کوره ای (FS)
- لحیم کاری مقاومتی (RS)
- لحیم کاری غوطه وری (DS)
- لحیم کاری مادون قرمز (IS)
- لحیم کاری اتویی (INS).

پیام
دیدگاه و پیام شما
پیام بهروز
پیام یعقوب جدی
در پاسخ به یعقوب جدی
پیام حسن علیقلی زفره
پیام علی رضایی
ممنون ازمطالب مفیدتون
میخواستم ببینم منبع فارسی برای متالورژی یا ریز ساختار های لحیم و لحیم کاری وجود داره؟
در پاسخ به علی رضایی
پیام حسن علیقلی زفره
ممنون، شما لطف دارین
کتاب لحیم کاری دکتر مداح حسینی هست که مقداری کمی هم در این رابطه مطلب داره.
در پاسخ به حسن علیقلی زفره
پیام علی رضایی
پیام جواد